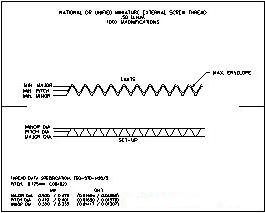
Standard Unified Miniature Thread Charts
With Full Diameter Tolerances at 100 Magnification
Radial Tolerance Charts
To order these charts, find the chart size to be used. Choose the tolerance class of thread to be inspected. The CX number at the intersection is the key. The size and pitch added to this key number complete the chart order number. For example: On an 8” x 10” Chart size, a Class IIA thread is to be inspected. From this information the key number is determined to be CX-163. The thread is ¾”, 10 pitch, and is written ¾-10. The order number, therefore, is CX-163-¾-10.
SIZE AS WELL AS PITCH MUST BE SPECIFIED.
|
6¾” x 9¾ - CX-160 8” x 10” – CX-161
To order these charts, merely add thread size designation to the CX number given. These charts show full P.D. tolerance.
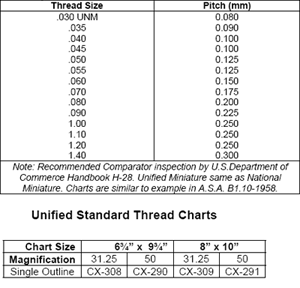
Single Outline
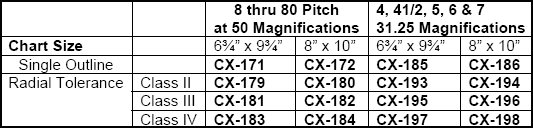
To order these charts, merely add pitch to the CX number designating
magnification and size. Charts are available for all UNF or UNC
threads from 4 thru 80 pitch.
Note Charts for pitches 4 thru 7 are available for 31.25X Charts for pitches 8 thru 80 are available for 50X |
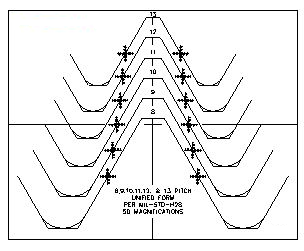
Combination Thread Charts
Combination thread charts are extremely practical for inspection National or Unified form threads. They show root and crest form, these charts do not shoe tolerance outlines; however, tolerance can be estimated reliably by using the measuring equipment of the Comparator if so equipped. These charts can be used for tap inspection.
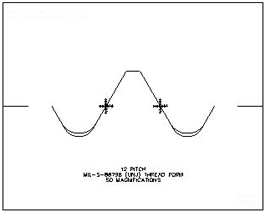
50X Thread Charts for MIL-S-8879A (UNJ) MIL-S-B-7838B (UNR or (UNK)
A military screw thread standard has been adopted by the U.S. Government. Three 8” x 10” Charts are offered for MIL-S-8879A and MIL-B-7838B. They provide a composite check of radii, blending and minor diameter, as defined by the space between the chart tolerance lines. The UNK thread is identical to the UNR form except that the root radius and minor diameter must be controlled. The root radius can be measured with an optical comparator.
| Pitch |
UNJ
50X Chart |
UNR or UNK
50X Chart |
| 8-13 |
CX-544 |
CX-550 |
| 14-28 |
CX-545 |
CX-551 |
| 32-56 |
CX-546 |
CX-552 |
8 Thru 56 Threads per Inch |
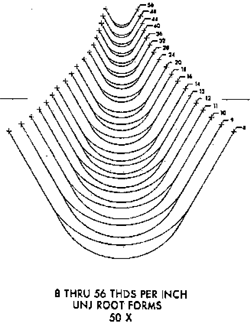
UNJ-50X-CX-615
|
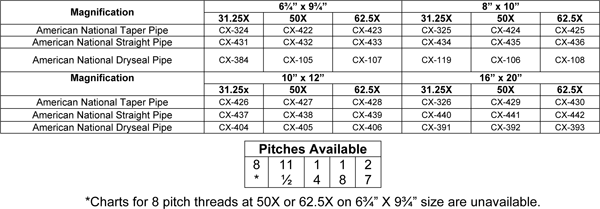
American National Pipe Thread Charts
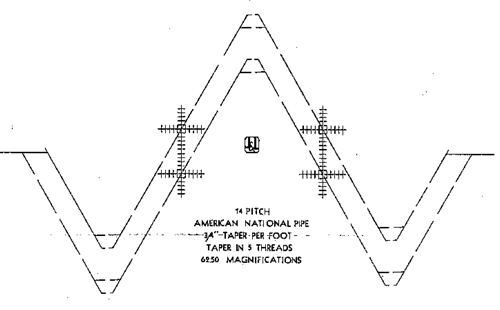
Pipe thread charts can be furnished for all standard pitches in the following categories: ¾” taper per foot, Standard, Dry Seal A complete inspection of thread form can be made with each of these pipe thread charts, using centers or V-Blocks to stage the work. The taper angles of the National Taper Pipe Thread and the National Pipe Dry Seal Thread can be inspected for errors readily by moving the comparator table laterally and using the secondary outline forms, as shown in the chart illustration.
To find the correct chart, select the size chart desired, magnification, and type thread. At the intersection of the magnification and type of thread columns in the chart size section chosen, the correct CX-master number will be found. The addition of the pitch desired as a dash number will complete chart order number. For example-a 10” x 12” chart for 14 pitch American Straight Pipe thread at 50X magnification should be ordered as CX-438-14.
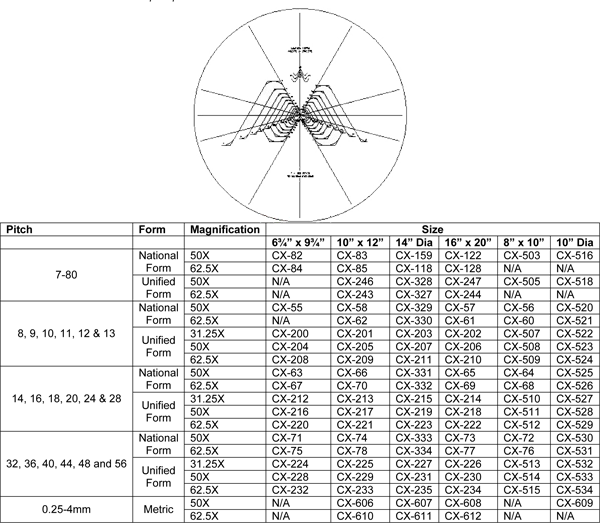
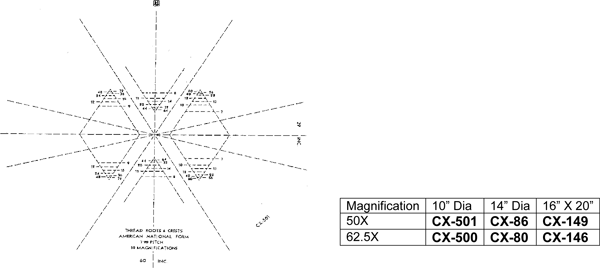
Root and Crest thread Charts
Thread Root and Crest Charts are widely used by manufactures of ground thread taps to determine the rate of grinding wheel breakdown. These charts can be used on American National Form or Unified Threads from 7 thru 80 pitch.
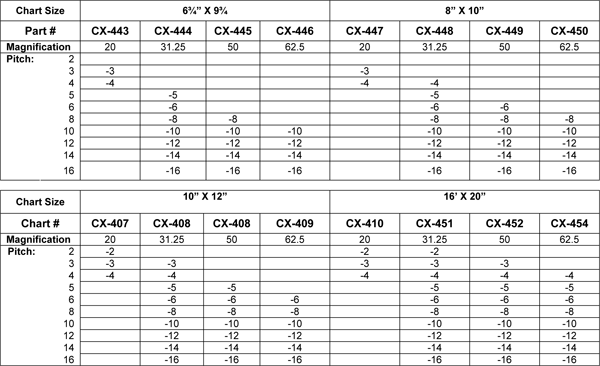
Acme Standard Thread Form Charts - Single Outline
To find the correct chart select the size chart and magnification desired. Directly below magnification will be found the master CX number. Below the CX number the pitch is the dash number added to the CX number, forming the correct order number. For example: A 10” X 12” chart for 8 pitch Acme at 50X magnification should be ordered as CX-409-8.